歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860








貨架焊管由實(shí)心圓鋼“坯”制成,加熱并推或拉至模板上,直到鋼成形為空心管。鋼坯是從本地供應商和國外收購的。圓鋼坯從歐洲、遠東國家、加拿大和我國的聞名鋼廠(chǎng)進(jìn)口。
貨架焊管沒(méi)有焊接或接頭,由實(shí)心圓坯制成。貨架焊管按照外徑1/8英寸至26英寸的尺寸和壁厚標準進(jìn)行加工。適用于高壓使用,如油氣工業(yè)和煉油廠(chǎng)、油氣勘探和鉆井、油氣運送、氣缸和液壓缸、軸承、鍋爐、汽車(chē)等。
貨架焊管的分類(lèi)對照:
1、承壓流體輸送用螺旋縫高頻貨架焊管(SY5038-83)是以熱軋鋼帶卷作管坯,經(jīng)常溫螺旋成型,采用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;經(jīng)過(guò)各種嚴格和科學(xué)檢驗和測試,使用安全可靠,鋼管口徑大,輸送,并可節省鋪設管線(xiàn)的投資。主要用于鋪設輸送石油、燃氣等的管線(xiàn)。
2、一般低壓流體輸送用螺旋縫埋弧焊鋼管(SY5037-83)是以熱軋鋼帶卷作管坯,經(jīng)常溫螺旋成型,采用雙面自動(dòng)埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。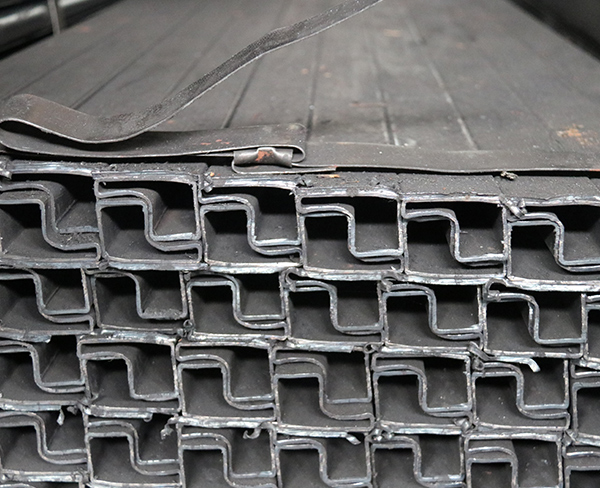

貨架焊管CO2 氣體保護焊是明弧操作,熔池的可見(jiàn)度好,容易掌握熔池的變化,可以直接觀(guān)察到電弧擊穿的熔孔,能夠控制熔孔的大小并且保持一致,在這方面要比手工電弧焊優(yōu)越的多。另外,焊接時(shí)接頭少,不易產(chǎn)生缺陷,但操作不當也容易產(chǎn)生缺陷。所以,操作時(shí)應特別引起注意。
在短路過(guò)渡的情況下,電弧電壓增加則弧長(cháng)增加。電弧電壓過(guò)低時(shí),焊絲將插入熔池,電弧變得不穩定。所以電弧電壓一定要選擇合適,通常焊接電流小,則電弧電壓低;電流大,則電弧電壓高。
當焊絲直徑、焊接電流和電壓為定值時(shí),熔深、熔寬及余高隨著(zhù)焊接速度的增大而減小。如果焊接速度過(guò)快,容易使氣體的保護作用受到破壞,焊縫冷卻的速度太快,焊縫成形不好;焊接速度太慢,焊縫的寬度顯著(zhù)增大,熔池的熱量過(guò)分集中,容易燒穿或產(chǎn)生焊瘤。
精密貨架焊管具有比一般貨架焊管幾何尺寸精密,焊縫與內外表面質(zhì)量?jì)?yōu)良,壁厚均勻等特點(diǎn)。因此,精密貨架焊管在生產(chǎn)中,對貨架焊管成型機組及其配套設備有以下要求:
1、高剛度、高強度的成型與定徑機座: 為了減少貨架焊管機組在負荷運行中強塑變形,使每個(gè)機座總的積累誤差,彈性變形量減少,以提高精密焊管的尺寸精度。因此必需提高機架、平輥軸、軸承座、壓下壓,上機械等剛度和強度和機加工精度。在設備選型時(shí),要選擇重型配置貨架焊管機組及其配套設施。
2、增加成型機座2 ~ 3座: 為了減少彈性變形,加工道次要相應增加。通常精密焊管機組成形變形加工道次比普通焊管機組增加2 ~ 3道次,貨架焊管哪家好,因此成型機座要增加2~ 3個(gè)機座。
3、為保證機組軋制中心線(xiàn)(垂直中心線(xiàn))各機座道次統- - ,以中心做好基軸,兩側定位尺寸及中間套要。機組要有的定位基準。在水平線(xiàn)的位置上,應按照工藝要求形成上山線(xiàn)(下山線(xiàn))或平直線(xiàn),貨架焊管批發(fā),以保證不能出現曲線(xiàn)波動(dòng),貨架焊管,因此要求機座需要配置壓上、壓下機械,便于調整。
4、軋輥模具的強度、韌性、耐磨性、表面光潔度、尺寸精度、硬度等要求高,硬度要均勻。
5、貨架焊管機組要配置潤滑劑循環(huán)裝置,冷卻和潤滑軋輥,以減少在軋輥變形鋼帶,上表面應力,防止表面劃傷,減少微裂紋。


掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com